ж¬ўиҝҺжқҘеҲ°еёёе·һеёӮеһЈеҸ‘жңә械科жҠҖжңүйҷҗе…¬еҸёпјҒ
13776807176пјҲеҗҙз»ҸзҗҶпјү
15161173905пјҲеҗҙз»ҸзҗҶпјү
13776807176пјҲеҗҙз»ҸзҗҶпјү
15161173905пјҲеҗҙз»ҸзҗҶпјү
еҸ‘еёғж—Ҙжңҹпјҡ2018-05-17 09:04:41 жөҸи§Ҳж¬Ўж•°пјҡ5212
з”өеҲ·й•ҖеҸҲз§°йҮ‘еұһ笔й•ҖжҲ–еҝ«йҖҹз”өй•ҖгҖӮеҖҹеҠ©з”өеҢ–еӯҰж–№жі•,д»Ҙжөёж»Ўй•Җж¶Ізҡ„й•Җ笔дёәйҳіжһҒ,дҪҝйҮ‘еұһзҰ»еӯҗеңЁиҙҹжһҒ(е·Ҙ件)иЎЁйқўдёҠж”ҫз”өз»“жҷ¶,еҪўжҲҗйҮ‘еұһиҰҶзӣ–еұӮзҡ„е·ҘиүәиҝҮзЁӢгҖӮй•Җ笔дёәдёҚжә¶жҖ§йҳіжһҒ,й•Җж¶ІйҮҮз”Ёжңүжңәз»ңеҗҲзү©зҡ„йҮ‘еұһзӣҗж°ҙжә¶ж¶І,еҲ·й•Җж—¶й•Җ笔дёҺе·Ҙ件表йқўжҺҘи§Ұ并дёҚж–ӯең°з§»еҠЁгҖӮ
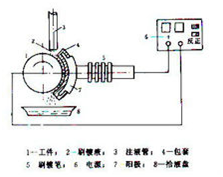
з”өеҲ·й•ҖжҳҜдҫқйқ дёҖдёӘдёҺйҳіжһҒжҺҘи§Ұзҡ„еһ«жҲ–еҲ·жҸҗдҫӣз”өй•ҖйңҖиҰҒзҡ„з”өи§Јж¶ІпјҢз”өй•Җж—¶пјҢеһ«жҲ–еҲ·еңЁиў«й•Җзҡ„йҳҙжһҒдёҠ移еҠЁзҡ„дёҖз§Қз”өй•Җж–№жі•гҖӮз”өеҲ·й•ҖдҪҝз”Ёдё“й—Ёз ”еҲ¶зҡ„зі»еҲ—з”өеҲ·й•Җжә¶ж¶ІгҖҒеҗ„з§ҚеҪўејҸзҡ„й•Җ笔е’ҢйҳіжһҒпјҢд»ҘеҸҠдё“з”Ёзҡ„зӣҙжөҒз”өжәҗгҖӮе·ҘдҪңж—¶пјҢе·Ҙ件жҺҘз”өжәҗзҡ„иҙҹжһҒпјҢй•Җ笔жҺҘз”өжәҗзҡ„жӯЈжһҒпјҢйқ еҢ…иЈ№зқҖзҡ„жөёж»Ўжә¶ж¶Ізҡ„йҳіжһҒеңЁе·Ҙ件表йқўж“ҰжӢӯпјҢжә¶ж¶Ідёӯзҡ„йҮ‘еұһзҰ»еӯҗеңЁйӣ¶д»¶иЎЁйқўдёҺйҳіжһҒзӣёжҺҘи§Ұзҡ„еҗ„зӮ№дёҠеҸ‘з”ҹж”ҫз”өз»“жҷ¶пјҢ并йҡҸж—¶й—ҙеўһй•ҝйҖҗжёҗеҠ еҺҡпјҢз”ұдәҺе·Ҙ件дёҺй•Җ笔жңүдёҖе®ҡзҡ„зӣёеҜ№иҝҗеҠЁйҖҹеәҰпјҢеӣ иҖҢеҜ№й•ҖеұӮдёҠзҡ„еҗ„зӮ№жқҘиҜҙжҳҜдёҖдёӘж–ӯз»ӯз»“жҷ¶иҝҮзЁӢгҖӮ
з”өеҲ·й•Җй•ҖеұӮзҡ„еҪўжҲҗд»Һжң¬иҙЁдёҠи®Іе’Ңж§Ҫй•ҖзӣёеҗҢпјҢйғҪжҳҜжә¶ж¶Ідёӯзҡ„йҮ‘еұһзҰ»еӯҗеңЁиҙҹжһҒпјҲе·Ҙ件пјүдёҠж”ҫз”өз»“жҷ¶зҡ„иҝҮзЁӢгҖӮдҪҶжҳҜе’Ңж§Ҫй•ҖзӣёжҜ”пјҢз”өеҲ·й•Җдёӯй•Җ笔е’Ңе·Ҙ件жңүзӣёеҜ№иҝҗеҠЁпјҢеӣ иҖҢиў«й•ҖиЎЁйқўдёҚжҳҜж•ҙдҪ“еҗҢж—¶еҸ‘з”ҹйҮ‘еұһзҰ»еӯҗиҝҳеҺҹз»“жҷ¶пјҢиҖҢжҳҜиў«й•ҖиЎЁйқўеҗ„зӮ№еңЁй•Җ笔дёҺе…¶жҺҘи§Ұж—¶еҸ‘з”ҹзһ¬й—ҙж”ҫз”өз»“жҷ¶гҖӮеӣ жӯӨпјҢз”өеҲ·й•ҖжҠҖжңҜеңЁе·Ҙиүәж–№йқўжңүе…¶зӢ¬зү№д№ӢеӨ„пјҢе…¶зү№зӮ№еҸҜеҪ’зәіеҰӮдёӢпјҡ
1гҖҒи®ҫеӨҮз®ҖеҚ•пјҢдёҚйңҖиҰҒй•Җж§ҪпјҢдҫҝдәҺжҗәеёҰпјҢйҖӮз”ЁдәҺйҮҺеӨ–еҸҠзҺ°еңәдҝ®еӨҚгҖӮе°Өе…¶еҜ№дәҺеӨ§еһӢгҖҒзІҫеҜҶи®ҫеӨҮзҡ„зҺ°еңәдёҚи§ЈдҪ“дҝ®еӨҚжӣҙе…·жңүе®һз”Ёд»·еҖјгҖӮ
2гҖҒе·Ҙиүәз®ҖеҚ•пјҢж“ҚдҪңзҒөжҙ»пјҢдёҚйңҖиҰҒй•Җзҡ„йғЁдҪҚдёҚиҰҒз”ЁеҫҲеӨҡзҡ„жқҗж–ҷдҝқжҠӨгҖӮ
3гҖҒж“ҚдҪңиҝҮзЁӢдёӯпјҢйҳҙжһҒдёҺйҳіжһҒжңүзӣёеҜ№иҝҗеҠЁпјҢж•…е…Ғи®ёдҪҝз”Ёиҫғй«ҳзҡ„з”өжөҒеҜҶеәҰпјҢе®ғжҜ”ж§Ҫй•ҖдҪҝз”Ёзҡ„з”өжөҒеҜҶеәҰеӨ§еҮ еҖҚеҲ°еҮ еҚҒеҖҚгҖӮ
4гҖҒй•Җж¶ІдёӯйҮ‘еұһзҰ»еӯҗеҗ«йҮҸй«ҳпјҢжүҖд»Ҙй•Җз§ҜйҖҹеәҰеҝ«пјҲжҜ”ж§Ҫй•Җеҝ«5еҖҚпҪһ10еҖҚпјүгҖӮ
5гҖҒжә¶ж¶Із§Қзұ»еӨҡпјҢеә”з”ЁиҢғеӣҙе№ҝгҖӮе·ІжңүдёҖзҷҫеӨҡз§ҚдёҚеҗҢз”ЁйҖ”зҡ„жә¶ж¶ІпјҢйҖӮз”ЁдәҺеҗ„дёӘиЎҢдёҡдёҚеҗҢзҡ„йңҖиҰҒгҖӮ
6гҖҒжә¶ж¶ІжҖ§иғҪзЁіе®ҡпјҢдҪҝз”Ёж—¶дёҚйңҖиҰҒеҢ–йӘҢе’Ңи°ғж•ҙпјӣж— жҜ’пјҢеҜ№зҺҜеўғжұЎжҹ“е°ҸпјӣдёҚзҮғгҖҒдёҚзҲҶпјҢеӮЁеӯҳгҖҒиҝҗиҫ“ж–№дҫҝгҖӮ
7гҖҒй…Қжңүдё“з”ЁйҷӨжІ№е’ҢйҷӨй”Ҳзҡ„з”өи§Јжә¶ж¶ІпјҢжүҖд»ҘиЎЁйқўйў„еӨ„зҗҶж•ҲжһңеҘҪпјҢй•ҖеұӮиҙЁйҮҸй«ҳпјҢз»“еҗҲејәеәҰеӨ§гҖӮ
8гҖҒжңүдёҚеҗҢеһӢеҸ·зҡ„й•Җ笔пјҢ并й…ҚжңүеҪўзҠ¶дёҚеҗҢгҖҒеӨ§е°ҸдёҚдёҖзҡ„дёҚжә¶йҳіжһҒпјҢеҜ№еҗ„з§ҚдёҚеҗҢеҮ дҪ•еҪўзҠ¶еҸҠз»“жһ„еӨҚжқӮзҡ„йӣ¶йғЁд»¶йғҪеҸҜдҝ®еӨҚгҖӮжҹҗдәӣйҳіжһҒд№ҹеҸҜдҪҝз”ЁеҸҜжә¶жҖ§йҳіжһҒгҖӮ
9гҖҒиҙ№з”ЁдҪҺпјҢз»ҸжөҺж•ҲзӣҠеӨ§гҖӮ
10гҖҒй•ҖеҗҺдёҖиҲ¬дёҚйңҖиҰҒжңәжў°еҠ е·ҘгҖӮ
11гҖҒдёҖеҘ—и®ҫеӨҮеҸҜеңЁеӨҡз§Қжқҗж–ҷдёҠеҲ·й•ҖпјҢеҸҜд»Ҙй•ҖеҮ еҚҒз§Қй•ҖеұӮгҖӮиҺ·еҫ—еӨҚеҗҲй•ҖеұӮйқһеёёж–№дҫҝпјҢ并еҸҜз”ЁеҸ еұӮз»“жһ„еҫ—еҲ°еӨ§еҺҡеәҰй•ҖеұӮгҖӮ
12гҖҒй•ҖеұӮеҺҡеәҰзҡ„еқҮеҢҖжҖ§еҸҜд»ҘжҺ§еҲ¶пјҢж—ўеҸҜеқҮеҢҖй•ҖпјҢд№ҹеҸҜд»ҘдёҚеқҮеҢҖй•ҖгҖӮ
1гҖҒеңЁеҫҖеӨҚиҳёеҸ–й•Җж¶Іж–Ҫй•ҖиҝҮзЁӢдёӯпјҢиҫ…еҠ©ж—¶й—ҙжүҖеҚ жҜ”дҫӢиҫғеӨ§пјҢжІүз§ҜйҖҹеәҰж…ўпјҢеҗҢж—¶ж“ҚдҪңеҠіеҠЁејәеәҰеӨ§пјӣ
2гҖҒйҳіжһҒдёҺе·Ҙ件жҺҘиҝ‘ж—¶пјҢйғЁеҲҶй•Җж¶ІжңӘз»ҸжІүз§Ҝдҫҝиў«жҢӨеҮәзӣҙжҺҘиҝӣе…Ҙеәҹж¶ІпјҢеӣ иҖҢй•Җж¶ІеҲ©з”ЁзҺҮдҪҺгҖӮеҠ дёҠеҢ…иЈ№йҳіжһҒз”Ёзҡ„зәұеёғгҖҒжЈүиҠұзӯүдёҖиҲ¬дёҚиғҪеӣһ收пјҢз»ҸжөҺжҖ§е·®пјӣ
3гҖҒжүӢе·Ҙз”өеҲ·й•Җе·ҘдҪңж•ҲзҺҮдҪҺпјҢе·ҘиүәеҸӮж•°еҸ—ж“ҚдҪңиҖ…еӣ зҙ зҡ„еҪұе“ҚпјҢйҡҫд»ҘжҺ§еҲ¶еңЁдёҖдёӘзЁіе®ҡзҡ„ж°ҙе№іпјҢйҡҫд»Ҙе®һзҺ°жү№йҮҸеҢ–з”ҹдә§
4гҖҒз”өеҲ·й•Җе·Ҙиүәе…¶еҲ·й•Җж¶ӮеұӮеҸ—еҲ°зЈЁжҚҹйҮҸзҡ„***пјҢдёҖиҲ¬з”өеҲ·й•Җж¶ӮеұӮеҲ·й•ҖеҺҡеәҰе°ҸдәҺ0.2mmгҖӮеҪ“зЈЁжҚҹйҮҸеӨ§дәҺ0.2mmж—¶пјҢе…¶еҲ·й•Җж•ҲзҺҮе°ҶжҲҗеҖҚдёӢйҷҚпјҢдё”еҲ·й•ҖеұӮиҝҮеҺҡж—¶пјҢдҪҝз”ЁиҝҮзЁӢдёӯеҲ·й•ҖеұӮе®№жҳ“и„ұиҗҪпјҢдҪҝз”ЁеҜҝе‘ҪзҹӯгҖӮ
1гҖҒдҝ®еӨҚж§Ҫй•Җдә§е“Ғзҡ„зјәйҷ·гҖӮ
2гҖҒдҝ®еӨҚеҠ е·Ҙ超差件еҸҠйӣ¶д»¶зҡ„иЎЁйқўзЈЁжҚҹпјҢжҒўеӨҚе…¶е°әеҜёзІҫеәҰе’ҢеҮ дҪ•еҪўзҠ¶зІҫеәҰгҖӮ3гҖҒдҝ®еӨҚйӣ¶д»¶иЎЁйқўзҡ„еҲ’дјӨгҖҒжІҹж§ҪгҖҒеҮ№еқ‘гҖҒж–‘иҡҖгҖӮ
4гҖҒејәеҢ–ж–°е“ҒиЎЁйқўпјҢдҪҝе…¶жңүиҫғй«ҳзҡ„еҠӣеӯҰжҖ§иғҪе’ҢиҫғеҘҪзҡ„зү©еҢ–жҖ§иғҪгҖӮ
5гҖҒеҲ¶еӨҮйӣ¶д»¶иЎЁйқўзҡ„йҳІжҠӨеұӮпјҢеҰӮиҰҒжұӮиЎЁйқўиҖҗи…җиҡҖгҖҒиҖҗй«ҳжё©гҖҒиҖҗж°§еҢ–пјҢеҜ№й“қеҸҠй“қеҗҲйҮ‘иЎЁйқўиҝӣиЎҢж°§еҢ–еӨ„зҗҶгҖӮ
6гҖҒе®ҢжҲҗж§Ҫй•ҖйҡҫдәҺе®ҢжҲҗзҡ„дҪңдёҡгҖӮеҰӮпјҡ
пјҲ1пјүйӣ¶д»¶еӨӘеӨ§жҲ–иҰҒжұӮзү№ж®ҠиҖҢж— жі•ж§Ҫй•ҖгҖӮ
пјҲ2пјүе·Ҙ件йҡҫд»ҘжӢҶиЈ…жҲ–жӢҶиЈ…иҝҗиҫ“иҙ№з”ЁжҳӮиҙөпјҢеҜ№еӨ§еһӢи®ҫеӨҮзҺ°еңәдҝ®зҗҶгҖӮ
пјҲ3пјүеҸӘйңҖеұҖйғЁй•Җзҡ„еӨ§д»¶жҲ–й•ҖзӣІеӯ”гҖӮ
пјҲ4пјүйӣ¶д»¶жөёе…Ҙй•Җж§Ҫдјҡеј•е…¶д»–йғЁдҪҚзҡ„жҚҹеқҸжҲ–жұЎжҹ“й•Җж¶ІгҖӮ
зҺ°д»Јз”өеҲ·й•ҖжҠҖжңҜиҰҒжұӮжңүдё“з”Ёзҡ„и®ҫеӨҮе’Ңе·Ҙиҫ…е…·гҖӮе®ғеҢ…жӢ¬з”өжәҗиЈ…зҪ®пјҢдёҖж•ҙеҘ—йҪҗеӨҮзҡ„й•Җ笔е·Ҙе…·е’ҢеҸҜжӣҙжҚўзҡ„йҳіжһҒеҸҠеҢ…иЈ№жқҗж–ҷпјҢиҝҳжңүеӨ№жҢҒйӣ¶д»¶иҪ¬еҠЁзҡ„иҪ¬иғҺе’Ңе…¶д»–иҫ…еҠ©е·Ҙе…·гҖӮ
з”өжәҗжҳҜе®һж–Ҫз”өеҲ·й•Җзҡ„дё»иҰҒи®ҫеӨҮпјҢжҳҜз”ЁжқҘжҸҗдҫӣз”өиғҪзҡ„иЈ…зҪ®гҖӮеӣ жӯӨпјҢеҝ…йЎ»иҫҫеҲ°дёӢеҲ—и®ҫи®ЎиҰҒжұӮпјҡ
1гҖҒз”өжәҗеҝ…йЎ»е…·еӨҮеҸҳдәӨжөҒз”өдёәзӣҙжөҒз”өзҡ„еҠҹиғҪпјҢ并иҰҒжұӮиҙҹиҪҪз”өжөҒеңЁиҫғеӨ§иҢғеӣҙеҶ…еҸҳеҢ–ж—¶пјҢз”өеҺӢзҡ„еҸҳеҢ–еҫҲе°ҸгҖӮ2гҖҒиҫ“еҮәз”өеҺӢеә”иғҪж— зә§и°ғиҠӮпјҢд»Ҙж»Ўи¶іеҗ„йҒ“е·ҘеәҸе’ҢдёҚеҗҢжә¶ж¶Ізҡ„йңҖиҰҒгҖӮеёёз”Ёз”өжәҗз”өеҺӢеҸҜи°ғиҠӮиҢғеӣҙдёә0VпҪһ30VпјҢеӨ§еҠҹзҺҮз”өжәҗ***й«ҳз”өеҺӢеҸҜиҫҫеҲ°50VгҖӮ
3гҖҒз”өжәҗзҡ„иҮӘи°ғдҪңз”ЁејәпјҢиҫ“еҮәз”өжөҒеә”иғҪйҡҸй•Җ笔е’ҢйҳіжһҒжҺҘи§Ұйқўз§Ҝзҡ„ж”№еҸҳиҖҢиҮӘеҠЁи°ғиҠӮгҖӮ4гҖҒз”өжәҗеә”иЈ…жңүзӣҙжҺҘжҲ–й—ҙжҺҘең°жөӢйҮҸй•ҖеұӮеҺҡеәҰзҡ„иЈ…зҪ®пјҢд»ҘжҳҫзӨәжҲ–жҺ§еҲ¶й•ҖеұӮзҡ„еҺҡеәҰгҖӮ5гҖҒжңүиҝҮиҪҪдҝқжҠӨиЈ…зҪ®гҖӮеҪ“и¶…иҪҪжҲ–зҹӯи·Ҝж—¶пјҢиғҪиҝ…йҖҹеҲҮж–ӯдё»з”өи·ҜпјҢдҝқжҠӨи®ҫеӨҮе’Ңдәәе‘ҳе®үе…ЁгҖӮ6гҖҒз”өжәҗеә”дҪ“з§Ҝе°ҸгҖҒиҙЁйҮҸиҪ»пјҢе·ҘдҪңеҸҜйқ пјҢж“ҚдҪңз®ҖеҚ•пјҢз»ҙдҝ®ж–№дҫҝгҖӮ
еӣҪеҶ…жңүи®ёеӨҡеҺӮ家з”ҹдә§з”өеҲ·й•Җз”өжәҗпјҢд»Ҙе…¶жҺ§еҲ¶е’Ңиҫ“еҮәеҪўејҸпјҢеӨ§дҪ“жңүжҒ’еҺӢејҸгҖҒжҒ’жөҒејҸгҖҒи„үеҶІејҸдёүз§Қзұ»еһӢгҖӮе…¶з»„жҲҗйғЁеҲҶе’Ңе·ҘдҪңеҺҹзҗҶжҳҜеҹәжң¬зӣёеҗҢзҡ„пјҢдёҖиҲ¬дё»иҰҒз”ұж•ҙжөҒиЈ…зҪ®гҖҒе®үеҹ№е°Ҹж—¶и®ЎгҖҒиҝҮиҪҪдҝқжҠӨз”өи·ҜеҸҠе…¶д»–дёҖдәӣиҫ…еҠ©з”өи·Ҝз»„жҲҗгҖӮ
й•Җ笔з”ұйҳіжһҒдёҺй•Җ笔жқҶз»„жҲҗпјҢй•Җ笔жқҶеҢ…жӢ¬еҜјз”өжқҶгҖҒж•ЈзғӯеҷЁгҖҒз»қзјҳжүӢжҹ„зӯүгҖӮ
1гҖҒйҳіжһҒзҡ„еҲҶзұ»еҸҠйҖүз”Ё
жҢүжүҖдҪҝз”Ёзҡ„жқҗж–ҷйҳіжһҒеҸҜеҲҶдёәпјҡзҹіеўЁйҳіжһҒгҖҒй“Ӯй“ұеҗҲйҮ‘йҳіжһҒгҖҒдёҚй”Ҳй’ўйҳіжһҒгҖҒеҸҜжә¶жҖ§йҳіжһҒе’Ңе…¶д»–жқҗж–ҷйҳіжһҒгҖӮдёәдәҶйҖӮеә”дёҚеҗҢеҪўзҠ¶е’ҢдёҚеҗҢе°әеҜёе·Ҙ件зҡ„йңҖиҰҒпјҢеҸҜе°ҶйҳіжһҒеҲ¶дҪңжҲҗеңҶжҹұгҖҒеҚҠеңҶгҖҒжңҲзүҷгҖҒе№іжқҝгҖҒж–№жқЎгҖҒзәҝзҠ¶зӯүеҗ„з§ҚеҪўзҠ¶гҖӮеңЁе®һи·өж“ҚдҪңдёӯпјҢйҖүз”Ёд»Җд№ҲеҪўзҠ¶еҸҠеӨҡеӨ§е°әеҜёзҡ„йҳіжһҒпјҢиҰҒж №жҚ®еҫ…й•Җе·Ҙ件表йқўзҡ„еҪўзҠ¶е’ҢеӨ§е°Ҹе№іеҶіе®ҡгҖӮдҫӢеҰӮпјҡзәҝз»ҶзҠ¶йҳіжһҒйҖӮз”ЁдәҺеЎ«иЎҘжІҹж§ҪгҖҒеҮ№еқ‘пјӣеңҶжҹұзҠ¶йҳіжһҒз”ЁдәҺеҶ…еҫ„жҲ–е°Ҹе№ійқўпјҢеҚҠеңҶеҪўйҳіжһҒз”ЁдәҺеҶ…еӯ”жҲ–е№ійқўпјӣжңҲзүҷеҪўйҳіжһҒз”ЁдәҺеӨ–еңҶпјӣе№іжқҝеҪўйҳіжһҒз”ЁдәҺе№ійқўжҲ–еӨ–еңҶзӯүгҖӮ
дёҖиҲ¬е°Ҹйқўз§ҜеҲ·й•ҖпјҢи®ҫи®Ўзҡ„йҳіжһҒе·ҘдҪңйқўз§ҜеҚ иў«й•Җйқўз§Ҝзҡ„1/5пҪһ1/3дёә***дҪігҖӮдҪҶеҲ·й•ҖеӨ§йқўз§Ҝж—¶пјҢз”ұдәҺеҸ—жқҗж–ҷеӨ§е°Ҹе’ҢејәеәҰзҡ„***пјҢдёҚеҸҜиғҪеҒҡжҲҗеҫҲеӨ§е°әеҜёзҡ„йҳіжһҒпјҢжүҖд»ҘеҸӘиғҪж №жҚ®зҺ°жңүжқҗж–ҷзҡ„е°әеҜёпјҢеҒҡеҮәе°ҪйҮҸеӨ§зҡ„йҳіжһҒжқҘдҪҝз”ЁгҖӮ
2гҖҒйҳіжһҒзҡ„еҢ…иЈ№еҸҠеҢ…иЈ№жқҗж–ҷ
йҳіжһҒеӨ–иЎЁйқўеҰӮдёҚз”ЁйҖӮеҪ“зҡ„жқҗж–ҷеҢ…иЈ№жҳҜдёҚе…Ғи®ёзӣҙжҺҘз”ЁжқҘеҲ·й•Җзҡ„гҖӮйҳіжһҒеҢ…иЈ№зҡ„дҪңз”ЁжҳҜеӮЁеӯҳй•Җж¶ІпјҢйҳІжӯўйҳіжһҒдёҺе·Ҙ件зӣҙжҺҘжҺҘи§Ұзҹӯи·ҜпјҢд»Ҙе…Қзғ§дјӨе·Ҙ件гҖӮеҗҢж—¶еҜ№йҳіжһҒиЎЁйқўи…җиҡҖдёӢжқҘзҡ„зҹіеўЁзІ’еӯҗе’Ңе…¶д»–жқӮиҙЁиө·еҲ°жңәжў°иҝҮж»ӨдҪңз”ЁгҖӮ
еёёз”Ёзҡ„еҢ…иЈ№жқҗж–ҷдё»иҰҒжҳҜеҢ»з”Ёи„ұи„ӮжЈүпјҢж¶Өзә¶жЈүеҘ—пјҢжҲ–дәәйҖ жҜӣеҘ—зӯүгҖӮеҢ…иЈ№ж—¶пјҢдёҖиҲ¬е…ҲеңЁйҳіжһҒиЎЁйқўдёҠеҢ…дёҖеұӮйҖӮеҪ“еҺҡеәҰзҡ„и„ұи„ӮжЈүиҠұпјҢеӨ–йқўеҶҚз”Ёж¶Өзә¶жЈүеҘ—жҲ–дәәйҖ жҜӣеҘ—иЈ№дҪҸгҖӮ
йҳіжһҒзҡ„еҢ…иЈ№дё»иҰҒжҳҜе°ҶдёҺе·Ҙ件жҺҘи§Ұзҡ„иЎЁйқўеҢ…иө·жқҘгҖӮеҢ…иЈ№еңҶжҹұгҖҒе№іжқҝеҪўйҳіжһҒзҡ„жӯҘйӘӨе’Ңж–№жі•жҳҜпјҡпјҲ1пјүе°Ҷи„ұи„ӮжЈүиҠұж’•жҲҗзүҮзҠ¶пјҲеҺҡеәҰзәҰ3mmпҪһ6mmпјүгҖӮпјҲ2пјүж №жҚ®йҳіжһҒеҪўзҠ¶е’ҢеӨ§е°ҸпјҢз”ЁеүӘеҲҖе°ҶжЈүиҠұеүӘжҲҗжқЎзҠ¶гҖӮ
пјҲ3пјүз”ЁжЈүиҠұжқЎжІҝйҳіжһҒеӨ–иЎЁйқўеҢ…иЈ№гҖӮжЈүиҠұзҡ„ејҖеӨҙдёҺ收е°ҫеә”жүҜжҲҗжҘ”еҪўпјҢдҪҝжЈүеҘ—зҙ§еҜҶеқҮеҢҖгҖӮпјҲ4пјүйҖүжӢ©йҖӮеҪ“е°әеҜёзҡ„ж¶Өзә¶з»өеҘ—еҘ—дҪҸжЈүиҠұпјҢ并用橡зҡ®зӯӢжҚҶзҙ§пјҢд»ҘжҸҗй«ҳжЈүеҘ—зҡ„иҖҗзЈЁжҖ§гҖӮ
йҳіжһҒзҡ„еҢ…иЈ№еұӮеҺҡеәҰиҰҒеқҮеҢҖгҖҒйҖӮеҪ“гҖӮеӨӘеҺҡж—¶пјҢиҷҪ然еӮЁеӯҳй•Җж¶ІеӨҡпјҢдҪҶз”өйҳ»еӨ§пјҢжІүз§ҜйҖҹеәҰж…ўпјҢеӨӘи–„ж—¶пјҢеӮЁеӯҳй•Җж¶Іе°‘пјҢе®№жҳ“зЈЁз©ҝпјҢйҖ жҲҗе·Ҙ件еұҖйғЁиҝҮзғӯпјҢз”ҡиҮіеҸ‘з”ҹзҹӯи·ҜпјҢеҪұе“Қй•ҖеұӮиҙЁйҮҸгҖӮеҢ…еҘ—еҺҡеәҰдёҖиҲ¬еҸ–5mmпҪһ15mmпјҲжҢҮеҢ…еҘ—еңЁиҷҡжҖҒжғ…еҶөдёӢпјүгҖӮ
3гҖҒй•Җ笔зҡ„дҪҝз”Ёе’Ңдҝқз®Ў
еңЁеҲ·й•Җж—¶пјҢеҜ№дәҺжҜҸдёҖз§Қжә¶ж¶ІйғҪеҝ…йЎ»жңүдёҖж”ҜжҲ–еҮ ж”Ҝдё“з”Ёй•Җ笔гҖӮжҜҸж”Ҝй•Җ笔дҪҝз”ЁеүҚйғҪеҝ…йЎ»е…ҲеңЁз¬”жқҶдёҠиҙҙдёҠжүҖз”Ёй•Җж¶Ізҡ„еҗҚз§°ж ҮзӯҫпјҢдёҚиғҪж··з”ЁгҖӮ
й•Җ笔用е®ҢеҗҺиҰҒз”Ёжё…ж°ҙеҶІжҙ—е№ІеҮҖеҲҶеҲ«еӯҳж”ҫпјҢдёҚиғҪж··ж”ҫпјҢжӣҙдёҚиғҪж··з”ЁпјҢе°Өе…¶жҳҜй•Җй“ңдёҺй•Җй•Қзҡ„й•Җ笔дёҚиғҪж··з”ЁпјҢд»Ҙе…Қй•Җж¶Ідә’зӣёжұЎжҹ“гҖӮдёӢдёҖж¬ЎдҪҝз”Ёй•Җ笔еүҚпјҢеә”жіЁж„ҸжЈҖжҹҘз”өзјҶзәҝжҸ’еӯ”еӨ„жҳҜеҗҰжңүй”ҲиҡҖпјҢиӢҘжңүй”ҲиҡҖпјҢиҰҒжӢҶеҚёжё…зҗҶе№ІеҮҖгҖӮ
зҹіеўЁйҳіжһҒй•ҝж—¶й—ҙдҪҝз”Ёд№ҹдјҡиў«и…җиҡҖпјҢеҸҜз”Ёй”үеҲҖгҖҒеҲ®еҲҖзӯүе·Ҙе…·е°ҶиЎЁйқўи…җиҡҖеҲ®йҷӨпјҢ继з»ӯдҪҝз”ЁгҖӮиҝҮеәҰи…җиҡҖе°ұиҰҒжҠҘеәҹгҖӮ
йҳіжһҒеҢ…еҘ—дёҖж—ҰзЈЁз©ҝе°ұиҰҒеҸҠж—¶жӣҙжҚўгҖӮжҚўдёӢзҡ„жЈүиҠұдёҖиҲ¬дёҚиғҪеҶҚз”ЁпјҢиҫғе№ІеҮҖзҡ„жЈүиҠұеҸҜз”Ёж°ҙеҶІеҶјпјҢжҷ’е№ІеҗҺ继з»ӯдҪҝз”ЁгҖӮ
з”ЁиҝҮзҡ„й•Җ笔пјҢй•ҝж—¶й—ҙдёҚеҶҚз”Ёж—¶пјҢеә”е°ҶйҳіжһҒгҖҒй”Ғзҙ§иһәеёҪгҖҒеҜјз”өжқҶгҖҒж•ЈзғӯеҷЁеҲҶеҲ«жӢҶејҖпјҢжё…зҗҶе№ІеҮҖеҗҺеҲҶеҲ«дҝқз®ЎпјҢд»ҘеӨҮеҶҚз”ЁгҖӮ
1гҖҒиҪ¬иғҺ
е®ғжҳҜз”ЁжқҘеӨ№жҢҒйӣ¶д»¶иҪ¬еҠЁзҡ„и®ҫеӨҮгҖӮдёәдәҶж»Ўи¶ійҳҙжһҒе’ҢйҳіжһҒд№Ӣй—ҙзӣёеҜ№иҝҗеҠЁйҖҹеәҰзҡ„иҰҒжұӮпјҢеҮҸе°‘еҠіеҠЁејәеәҰпјҢеҜ№дәҺиҪҙзұ»йӣ¶д»¶зҡ„з”өеҲ·й•ҖпјҢе®ғжҳҜдёҚеҸҜзјәе°‘зҡ„и®ҫеӨҮгҖӮ
2гҖҒзӣӣж¶ІжқҜгҖҒеЎ‘ж–ҷзӣҳгҖҒжҢӨеҺӢ瓶
зӣӣж¶ІжқҜз”ЁжқҘзӣӣиЈ…й•Җж¶ІпјҢеЎ‘ж–ҷзӣҳз”ЁжқҘеӣһ收й•Җж¶ІжҲ–еәҹж°ҙпјҢжҢӨеҺӢ瓶用жқҘзӣӣеҶІжҙ—ж°ҙжҲ–иЈ…й•Җж¶ІдҪңдёәдҫӣйҖҒй•Җж¶Ізҡ„еҷЁе…·гҖӮ
3гҖҒжүӢжҸҗејҸз”өжңәгҖҒеҗ„з§Қе°Ҹз ӮиҪ®гҖҒжІ№зҹігҖҒеҲ®еҲҖ
иҝҷдәӣжҳҜз”ЁжқҘжё…зҗҶгҖҒж•ҙеҪўе·Ҙ件зҡ„еҲ’з—•гҖҒжІҹж§ҪгҖҒеҮ№еқ‘зӯүзјәйҷ·е’Ңдҝ®ж•ҙй•ҖеұӮдёҚеҸҜзјәе°‘зҡ„дёҖж•ҙеҘ—е·Ҙе…·гҖӮ4гҖҒз»қзјҳиғ¶еёҰгҖҒеЎ‘ж–ҷеёғ
з»қзјҳиғ¶еёҰе’ҢеЎ‘ж–ҷеёғз”ЁжқҘзІҳиҙҙе’ҢйҒ®и”Ҫе·Ҙ件зҡ„йқһй•ҖйқўпјҢйҳІжӯўжұЎжҹ“е’Ңи…җиҡҖгҖӮ5гҖҒеүӘеҲҖгҖҒж©Ўзҡ®зӯӢгҖҒй’Ҳе’Ңзәҝ
еүӘеҲҖз”ЁдәҺеүӘжЈүиҠұе’Ңж¶ӨжЈүеҘ—пјҢж©Ўзҡ®зӯӢеҒҡжҚҶжүҺеҢ…еҘ—з”ЁпјҢй’Ҳе’Ңзәҝз”ЁжқҘзјқеҗҲеҢ…еҘ—гҖӮ
з”өеҲ·й•Җжә¶ж¶ІдёҺжңүж§Ҫз”өй•Җжә¶ж¶ІзӣёжҜ”жңүжҳҺжҳҫзҡ„зү№зӮ№гҖӮеӨ§еӨҡж•°йҮ‘еұһй•Җж¶ІйғҪжҳҜжңүжңәйіҢеҗҲзү©зҡ„ж°ҙжә¶ж¶Іпјӣ

йҷӨдәҶе°ҸйғЁеҲҶжңүзү№ж®ҠиҰҒжұӮзҡ„й•Җж¶ІпјҲйҮ‘гҖҒ银пјүеӨ–пјҢе…¶дҪҷзҡ„й•Җж¶ІйғҪдёҚеҗ«жңүж°°еҢ–зү©пјӣй•Җж¶ІдёӯйҮ‘еұһзҰ»еӯҗеҗ«йҮҸй«ҳпјҢжІүз§ҜйҖҹеәҰеҝ«пјӣйғЁеҲҶжә¶ж¶Ізҡ„й…ёжҖ§жҲ–зўұжҖ§иҫғејәпјҢеӨҡж•°жә¶ж¶Ізҡ„pHеҖјеңЁ4пҪһ10д№Ӣй—ҙпјҢе…¶и…җиҡҖжҖ§е°ҸгҖӮй…ёжҖ§й•Җж¶ІдёҖиҲ¬жҜ”зўұжҖ§й•Җж¶Ізҡ„жІүз§ҜйҖҹеәҰеҝ«пјҢдҪҶй…ёжҖ§й•Җж¶ІдёҖиҲ¬дёҚе®ңзӣҙжҺҘеңЁз»„з»Үз–Ҹжқҫзҡ„жқҗж–ҷдёҠиө·й•ҖпјӣзўұжҖ§й•Җж¶Іе’ҢдёӯжҖ§й•Җж¶ІжҜ”й…ёжҖ§й•Җж¶Ізҡ„жІүз§ҜйҖҹеәҰж…ўдәӣпјҢдҪҶжҳҜе®ғ们зҡ„й•ҖиҰҶе·ҘиүәжҖ§иғҪе’Ңй•ҖиҰҶеұӮзҡ„еҠӣеӯҰжҖ§иғҪжҳҜжҜ”иҫғеҘҪзҡ„гҖӮ
з”өеҲ·й•Җжә¶ж¶ІеҲҶдёәиЎЁйқўйў„еӨ„зҗҶжә¶ж¶ІгҖҒеҚ•йҮ‘еұһй•Җж¶ІгҖҒеҗҲйҮ‘й•Җж¶ІгҖҒйҖҖй•Җж¶Іе’Ңй’қеҢ–ж¶І5еӨ§зұ»пјҢе…ұ18дёӘзі»100еӨҡдёӘе“Ғз§ҚгҖӮ
з”өеҲ·й•Җжә¶ж¶ІиҙЁйҮҸзҡ„еҘҪеқҸзӣҙжҺҘе…ізі»еҲ°е·Ҙ件зҡ„дҝ®еӨҚиҙЁйҮҸгҖӮдёҖиҲ¬жқҘи®ІпјҢеҜ№з”өеҲ·й•ҖжүҖз”Ёжә¶ж¶Іжңүд»ҘдёӢиҰҒжұӮпјҡ
пјҲ1пјүжә¶ж¶Ій•ҝж—¶й—ҙдёҚз”Ёж—¶пјҢдёҚеә”жңүжІүж·ҖгҖҒеҸҳиүІгҖҒеҸҳиҙЁеҸ‘з”ҹпјӣ
пјҲ2пјүй•Җж¶ІдёӯйҮ‘еұһзҰ»еӯҗжө“еәҰиҫғдёәжҒ’е®ҡпјӣ
пјҲ3пјүй•Җж¶ІеҲ©з”ЁзҺҮй«ҳпјҢз”ЁиҝҮзҡ„еәҹж¶ІеҜ№зҺҜеўғжұЎжҹ“е°‘жҲ–ж— жұЎжҹ“пјӣ
пјҲ4пјүй•Җж¶ІеҜ№дәәдҪ“дјӨе®іе°‘жҲ–жҳҜз»ҝиүІзҺҜдҝқй•Җж¶ІгҖӮ
з”ЁдәҺиЎЁйқўйў„еӨ„зҗҶзҡ„жә¶ж¶Ідё»иҰҒжңүз”өи§ЈйҷӨжІ№ж¶ІпјҲз”өеҮҖж¶Іпјүе’ҢеҜ№иЎЁйқўз”өи§ЈеҲ»иҡҖпјҲйҷӨй”Ҳпјүзҡ„жҙ»еҢ–ж¶ІгҖӮ
иҜҘжә¶ж¶Ідёәж— иүІйҖҸжҳҺзҡ„зўұжҖ§ж°ҙжә¶ж¶ІпјҢpH=13пјҢеҶ»зӮ№дёәпјҚ10в„ғгҖӮеҸҜд»Ҙй•ҝжңҹеӯҳж”ҫпјҢи…җиҡҖжҖ§е°ҸгҖӮ1еҸ·з”өеҮҖж¶Іе…·жңүиҫғејәзҡ„еҺ»жІ№жұЎиғҪеҠӣпјҢ并且жңүиҪ»еҫ®зҡ„еҺ»й”ҲиҡҖдҪңз”ЁпјҢйҖӮз”ЁдәҺжүҖжңүйҮ‘еұһиЎЁйқўзҡ„з”өи§ЈйҷӨжІ№гҖӮе…¶ж“ҚдҪңе·Ҙиүә规иҢғдёәпјҡ
е·ҘдҪңз”өеҺӢ8VпҪһ15V
зӣёеҜ№иҝҗеҠЁйҖҹеәҰ60mm/sпҪһ130mm/s
з”өжәҗжһҒжҖ§жӯЈжҺҘпјҲй«ҳејәеәҰй’ўйҷӨеӨ–пјү
иҝҷжҳҜдёҖз§ҚдёҺ1еҸ·з”өеҮҖж¶ІжҖ§иғҪзӣёдјјзҡ„йҷӨжІ№жә¶ж¶ІгҖӮж— иүІйҖҸжҳҺпјҢpH=13пјҢеҶ»зӮ№дёәпјҚ10в„ғпјҢеҸҜй•ҝжңҹеӯҳж”ҫгҖӮ0еҸ·з”өеҮҖж¶Ізҡ„йҷӨжІ№ж•ҲжһңжҜ”1еҸ·з”өеҮҖж¶ІиҰҒеҘҪпјҢе°Өе…¶йҖӮз”ЁдәҺй“ёй“Ғзӯүз»„з»Үз–Ҹжқҫжқҗж–ҷгҖӮж“ҚдҪңе·Ҙиүә规иҢғдёәпјҡ
е·ҘдҪңз”өеҺӢ8VпҪһ15V
зӣёеҜ№иҝҗеҠЁйҖҹеәҰ60mmпҪһ130mmз”өжәҗжһҒжҖ§жӯЈжҺҘ
иҜҘжә¶ж¶Іж— иүІйҖҸжҳҺпјҢе‘Ҳй…ёжҖ§пјҢpH=0.4пјҢеҶ»зӮ№дёәпјҚ15в„ғпјҢеҸҜй•ҝжңҹеӯҳж”ҫгҖӮ1еҸ·жҙ»еҢ–ж¶ІжңүеҺ»йҷӨйҮ‘еұһиЎЁйқўж°§еҢ–иҶңе’Ңз–ІеҠіеұӮзҡ„иғҪеҠӣпјҢеҜ№еҹәдҪ“и…җиҡҖиҫғж…ўпјҢйҖӮз”ЁдәҺдҪҺзўій’ўгҖҒдҪҺзўіеҗҲйҮ‘й’ўд»ҘеҸҠзҷҪеҸЈй“ёй“Ғзӯүжқҗж–ҷзҡ„иЎЁйқўжҙ»еҢ–еӨ„зҗҶгҖӮжҙ»еҢ–ж—¶жҢүд»ҘдёӢе·Ҙиүә规иҢғж“ҚдҪңпјҡ
е·ҘдҪңз”өеҺӢ8VпҪһ15V
зӣёеҜ№иҝҗеҠЁйҖҹеәҰ100mm/sпҪһ160mm/sз”өжәҗжһҒжҖ§жӯЈжҺҘжҲ–еҸҚжҺҘ
жә¶ж¶Ізҡ„pH=0.3пјҢж— иүІйҖҸжҳҺпјҢеҶ»зӮ№дёәпјҚ17в„ғпјҢеҸҜй•ҝжңҹеӯҳж”ҫгҖӮ2еҸ·жҙ»еҢ–ж¶Іе…·жңүиҫғејәзҡ„еҺ»йҷӨйҮ‘еұһиЎЁйқўж°§еҢ–иҶңе’Ңз–ІеҠіеұӮзҡ„иғҪеҠӣпјҢеҜ№еҹәдҪ“и…җиҡҖеҝ«пјҢйҖӮз”ЁдәҺдёӯзўій’ўгҖҒдёӯзўіеҗҲйҮ‘й’ўгҖҒй«ҳзўій’ўгҖҒй«ҳзўіеҗҲйҮ‘й’ўгҖҒй“қе’Ңй“қеҗҲйҮ‘гҖҒзҒ°еҸЈй“ёй“ҒгҖҒй•ҚеұӮд»ҘеҸҠйҡҫзҶ”йҮ‘еұһзҡ„жҙ»еҢ–еӨ„зҗҶгҖӮд№ҹеҸҜз”ЁдәҺеҺ»йҷӨйҮ‘еұһжҜӣеҲәе’ҢеүҘиҡҖй•ҖеұӮгҖӮж“ҚдҪңе·Ҙиүә规иҢғдёәпјҡ
е·ҘдҪңз”өеҺӢ6VпҪһ14V
зӣёеҜ№иҝҗеҠЁйҖҹеәҰ100mm/sпҪһ160mm/sз”өжәҗжһҒжҖ§еҸҚжҺҘ
3еҸ·жҙ»еҢ–ж¶Іе‘Ҳж·Ўз»ҝиүІпјҢpH=4пјҢеҶ»зӮ№дёәпјҚ9в„ғпјҢеҸҜй•ҝжңҹеӯҳж”ҫгҖӮ3еҸ·жҙ»еҢ–ж¶ІеҜ№й“Ғзҙ дҪ“еҹәдҪ“зҡ„дҪңз”ЁиҫғејұпјҢз”ҡиҮідёҚиө·дҪңз”ЁпјҢиҖҢеҜ№зўіеҢ–зү©зҡ„дҪңз”ЁеҫҲејәгҖӮеӣ жӯӨйҷӨеҜ№й“ңзӯүе°‘ж•°жқҗж–ҷжҙ»еҢ–ж—¶еҚ•зӢ¬дҪҝз”ЁеӨ–пјҢдёҖиҲ¬дёҺе…¶д»–жҙ»еҢ–ж¶ІпјҲ1еҸ·гҖҒ2еҸ·пјүй…ҚеҗҲдҪҝз”ЁгҖӮдё»иҰҒз”ЁйҖ”жҳҜеҺ»йҷӨдёӯгҖҒй«ҳзўій’ўгҖҒй“ёй“Ғзӯүжқҗж–ҷз»Ҹ1еҸ·гҖҒ2еҸ·жҙ»еҢ–ж¶Іжҙ»еҢ–еҗҺиЎЁйқўеҮәзҺ°зҡ„зӮӯй»‘еұӮпјҢд»ҘжҸҗй«ҳй•ҖиҰҶеұӮдёҺеҹәдҪ“зҡ„з»“еҗҲејәеәҰгҖӮе…¶ж“ҚдҪңе·Ҙиүә规иҢғдёәпјҡ
е·ҘдҪңз”өеҺӢ10VпҪһ25V
зӣёеҜ№иҝҗеҠЁйҖҹеәҰ100mm/sпҪһ130mm/sз”өжәҗжһҒжҖ§еҸҚжҺҘ
иҜҘжә¶ж¶Іж— иүІйҖҸжҳҺпјҢpH=0.2пјҢеҶ»зӮ№дёәпјҚ18в„ғпјҢеҸҜй•ҝжңҹеӯҳж”ҫгҖӮ4еҸ·жҙ»еҢ–ж¶Іи…җиҡҖиғҪеҠӣеҫҲејәпјҢйҖӮз”ЁдәҺй’қеҢ–зҠ¶жҖҒзҡ„铬гҖҒй•Қй’ўжҲ–иҖ…з»ҸдёҠиҝ°жҙ»еҢ–ж¶Іжҙ»еҢ–еҗҺд»Қйҡҫж–Ҫй•Җзҡ„еҹәдҪ“жқҗж–ҷзҡ„жҙ»еҢ–еӨ„зҗҶгҖӮд№ҹеҸҜз”ЁдәҺеҺ»йҷӨйҮ‘еұһжҜӣеҲәе’ҢеүҘиҡҖж—§й•ҖеұӮгҖӮж“ҚдҪңе·Ҙиүә规иҢғдёәпјҡ
е·ҘдҪңз”өеҺӢ10VпҪһ25V
зӣёеҜ№иҝҗеҠЁйҖҹеәҰ100mm/sпҪһ160mm/sз”өжәҗжһҒжҖ§еҸҚжҺҘ
1гҖҒй•Қзҡ„жҖ§иҙЁе’Ңз”ЁйҖ”
еңЁиЎЁйқўй•ҖиҰҶжҠҖжңҜдёӯпјҢй•ҚжҳҜеә”з”Ё***е№ҝжіӣзҡ„й•ҖеұӮгҖӮе°Өе…¶еңЁжңәжў°йӣ¶д»¶дҝ®еӨҚе’ҢејәеҢ–йӣ¶д»¶иЎЁйқўз”Ёеҫ—***еӨҡгҖӮиҝҷжҳҜеӣ дёәй•Қй•ҖеұӮе…·жңүдјҳиүҜзҡ„зү©зҗҶгҖҒеҢ–еӯҰе’ҢеҠӣеӯҰжҖ§иғҪгҖӮй•Қй•ҖеұӮеңЁзңҹз©әдёӯжңүеҫҲеҘҪзҡ„еҢ–еӯҰзЁіе®ҡжҖ§пјҢдёҚжҳ“еҸҳиүІгҖӮй•ҚжңүеҫҲејәзҡ„й’қеҢ–иғҪеҠӣпјҢиғҪеӨҹиҝ…йҖҹең°з”ҹжҲҗдёҖеұӮеҫҲи–„зҡ„й’қеҢ–иҶңпјҢжүҖд»ҘеңЁеёёжё©дёӢиғҪеҫҲеҘҪең°жҠөжҠ—еӨ§ж°”гҖҒзўұе’Ңжҹҗдәӣй…ёзҡ„и…җиҡҖгҖӮдҫӢеҰӮпјҡй•ҚеңЁжңүжңәй…ёдёӯеҫҲзЁіе®ҡпјҢеңЁжө“зЎқй…ёдёӯеӨ„дәҺй’қеҢ–зҠ¶жҖҒпјҢеңЁзЎ«й…ёе’Ңзӣҗй…ёдёӯжә¶и§Јзј“ж…ўпјҢдҪҶжҳ“жә¶дәҺзЁҖзЎқй…ёдёӯгҖӮ
з”өеҲ·й•Җй•ҚеұӮе…·жңүиҫғй«ҳзҡ„зЎ¬еәҰпјҢ并жңүиҫғеҘҪзҡ„еЎ‘жҖ§гҖӮеӣ жӯӨпјҢиў«е№ҝжіӣеә”з”ЁдәҺиҰҒжұӮзЎ¬еәҰй«ҳгҖҒиҖҗзЈЁжҖ§еҘҪзҡ„йӣ¶д»¶иЎЁйқўгҖӮй•ҚиҝҳжңүиҫғеҘҪзҡ„жҠ—й«ҳжё©ж°§еҢ–жҖ§иғҪпјҢеңЁжё©еәҰй«ҳдәҺ600в„ғж—¶пјҢиЎЁйқўжүҚиў«ж°§еҢ–гҖӮ
з”өеҲ·й•Җзҡ„й•ҚеұӮжҷ¶зІ’еҫҲз»Ҷе°ҸпјҢе…·жңүиүҜеҘҪзҡ„жҠӣе…үжҖ§иғҪгҖӮз»ҸжҠӣе…үзҡ„й•Җй•ҚеұӮеҸҜд»Ҙеҫ—еҲ°еҫҲе…үдә®зҡ„еӨ–иЎЁпјҢеңЁеӨ§ж°”дёӯеҸҜй•ҝж—¶й—ҙдҝқжҢҒе…үжіҪжҖ§гҖӮ
2гҖҒзү№ж®Ҡй•Қзҡ„жҖ§иғҪгҖҒз”ЁйҖ”еҸҠе·ҘиүәжқЎд»¶
зү№ж®Ҡй•Қжә¶ж¶ІжҳҜдёҖз§Қејәй…ёжҖ§й•Җж¶ІпјҢpH=1пјҢйўңиүІе‘Ҳж·ұз»ҝиүІпјҢжңүиҫғејәзҡ„йҶӢй…ёе‘ігҖӮжә¶ж¶Ідёӯй•ҚзҰ»еӯҗеҗ«йҮҸдёә85g/LпјҢеҜҶеәҰ1.23g/cmпјҢй•ҖеұӮзЎ¬еәҰHB550гҖӮ
зү№ж®Ҡй•ҚдёҺз»қеӨ§еӨҡж•°йҮ‘еұһеҹәдҪ“пјҲй“ёй“Ғзӯүз–Ҹжқҫжқҗж–ҷйҷӨеӨ–пјүйғҪжңүеҫҲй«ҳзҡ„з»“еҗҲеҠӣпјҢй•ҖеұӮиҮҙеҜҶпјҢиҖҗзЈЁжҖ§еҘҪгҖӮдё»иҰҒз”ЁдҪңеңЁй’ўгҖҒй“қгҖҒй“ңгҖҒдёҚй”Ҳй’ўгҖҒ铬гҖҒй•Қзӯүжқҗж–ҷдёҠй•Җеә•еұӮжҲ–дёӯй—ҙеӨ№еҝғеұӮпјҢд№ҹеҸҜз”ЁдҪңй•ҖиҰҶиҖҗзЈЁеұӮгҖӮз”ЁеңЁдёҚй”Ҳй’ўгҖҒ铬гҖҒй•ҚдёҠй•Җеә•еұӮж—¶пјҢдёәдҪҝе…¶дёҺеҹәдҪ“з»“еҗҲиүҜеҘҪпјҢйҖҡеёёеңЁй…ёжҖ§жҙ»еҢ–еҗҺпјҢдёҚз”Ёж°ҙжјӮжҙ—иҖҢзӣҙжҺҘй•Җзү№ж®Ҡй•ҚгҖӮж“ҚдҪңж—¶е…ҲдёҚйҖҡз”өпјҢз”Ёй•Җ笔иҳёдёҠжә¶ж¶Іе°Ҷиў«й•ҖиЎЁйқўж“ҰжӢӯдёҖйҒҚпјҢйҖҡз”өеҗҺпјҢе…Ҳз”Ё18VеҶІеҮ»й•ҖдёҖйҒҚиў«й•ҖиЎЁйқўпјҢ然еҗҺйҷҚиҮі12VпјҢзӣёеҜ№иҝҗеҠЁйҖҹеәҰ100mm/sпҪһ160mm/sпјҢе·Ҙ件жҺҘз”өжәҗжӯЈжһҒгҖӮ3гҖҒеҝ«йҖҹй•Қзҡ„жҖ§иғҪгҖҒз”ЁйҖ”дёҺе·Ҙиүә规иҢғ
иҜҘжә¶ж¶Із•Ҙе‘ҲзўұжҖ§пјҢpH=7.5пҪһ7.8пјҢи“қз»ҝиүІпјҢеҸҜе—…еҲ°ж°Ёж°ҙж°”е‘іпјҢй•ҚзҰ»еӯҗеҗ«йҮҸдёә53g/LпјҢеҜҶеәҰ1.5g/cm3пјҢй•ҖеұӮзЎ¬еәҰHRC45пҪһ48гҖӮжә¶ж¶Ізҡ„зү№зӮ№жҳҜжІүз§ҜйҖҹеәҰеҝ«пјҢй•ҖиҰҶеұӮзЎ¬еәҰй«ҳпјҢжҠ—зЈЁжҚҹпјҢ并且иҖҗи…җиҡҖжҖ§д№ҹиҫғеҘҪгҖӮеҸҜеңЁеҗ„з§Қжқҗж–ҷдёҠй•ҖиҰҶе·ҘдҪңеұӮгҖҒжҒўеӨҚе°әеҜёеұӮжҲ–й•ҖеӨҚеҗҲеұӮпјҢжӣҙйҖӮз”ЁдәҺй“ёй“ҒдёҠй•Җеә•еұӮгҖӮе·Ҙиүә规иҢғеҰӮдёӢпјҡ
е·ҘдҪңз”өеҺӢ10VпҪһ15V
зӣёеҜ№иҝҗеҠЁйҖҹеәҰ130mm/sпҪһ250mm/sз”өжәҗжһҒжҖ§жӯЈжҺҘ
еңЁ10VпҪһ15Vз”өеҺӢпјҢ130mm/sпҪһ250mm/sзӣёеҜ№иҝҗеҠЁйҖҹеәҰдёӢпјҢз”өеҲ·й•Җзҡ„еҝ«йҖҹй•Қй•ҖеұӮзҡ„зЎ¬еәҰиҫғй«ҳпјҢ并具жңүиүҜеҘҪзҡ„иҖҗзЈЁжҖ§пјҢе…¶зЎ¬еәҰе’ҢиҖҗзЈЁжҖ§жҢҮж ҮзӯүдәҺжҲ–й«ҳдәҺ45еҸ·й’ўж·¬зҒ«еҠ 180в„ғеӣһзҒ«еҗҺзҡ„зЎ¬еәҰе’ҢиҖҗзЈЁжҖ§гҖӮзЎ¬еәҰзҡ„еі°еҖјеҮәзҺ°еңЁ12VеҸҠ180mm/sйҷ„иҝ‘пјҢеӨ§е°ҸзәҰдёәHV668гҖӮиҖҗзЈЁжҖ§зҡ„еі°еҖјеҮәзҺ°еңЁ14VеҸҠ180mm/sйҷ„иҝ‘пјҢеӨ§е°ҸзәҰдёә45еҸ·й’ўж·¬зҒ«еҠ 180в„ғеӣһзҒ«еҗҺзҡ„1.7еҖҚгҖӮ
4гҖҒзўұжҖ§й•Қзҡ„жҖ§иғҪгҖҒз”ЁйҖ”дёҺе·Ҙиүә规иҢғ
жә¶ж¶ІpH=8.5пјҢе‘Ҳи“қз»ҝиүІпјҢй•ҚзҰ»еӯҗеҗ«йҮҸдёә54.4g/LпјҢй•ҖеұӮзЎ¬еәҰHB500гҖӮй•Җж¶Ізҡ„жІүз§ҜйҖҹеәҰеҝ«пјҢжңүиүҜеҘҪзҡ„е·ҘиүәжҖ§гҖӮй•ҖеұӮз»„з»Үз»ҶеҜҶпјҢйўңиүІеқҮеҢҖпјҢеә”еҠӣдҪҺпјҢеҸҜй•ҖеұӮеҺҡгҖӮйҖӮз”ЁдәҺеҗ„з§Қжқҗж–ҷдёҠй•Җе°әеҜёеұӮжҲ–е·ҘдҪңеұӮгҖӮеҸҜд»ЈжӣҝдёӯжҖ§й•ҚдҪҝз”ЁгҖӮе·Ҙиүә规иҢғеҰӮдёӢпјҡ
е·ҘдҪңз”өеҺӢ8VпҪһ14V
зӣёеҜ№иҝҗеҠЁйҖҹеәҰ130mm/sпҪһ200mm/sз”өжәҗжһҒжҖ§жӯЈжҺҘ
5гҖҒдёӯжҖ§й•Қзҡ„жҖ§иғҪгҖҒз”ЁйҖ”дёҺе·Ҙиүә规иҢғ
иҜҘжә¶ж¶Іе‘Ҳж·ұз»ҝиүІпјҢpH=7пјҢй•ҚзҰ»еӯҗеҗ«йҮҸдёә28g/LпјҢй•ҖеұӮзЎ¬еәҰHB500гҖӮй•Җж¶Ізҡ„жІүз§ҜйҖҹеәҰеҝ«пјҢжңүиүҜеҘҪзҡ„е·ҘиүәжҖ§гҖӮй•ҖеұӮз»„з»Үз»ҶеҜҶпјҢйўңиүІе‘Ҳ银зҷҪиүІпјҢиҖҗи…җиҡҖжҖ§еҘҪгҖӮеҸҜз”ЁдәҺдҝ®иЎҘи–„й•ҖеұӮпјҢдҪңй“ёй“Ғзҡ„еә•еұӮпјҢд№ҹеҸҜдҪңдёәй“ңдёҺй…ёжҖ§й•үзҡ„дәӨжӣҝеұӮгҖӮе·Ҙиүә规иҢғеҰӮдёӢпјҡ
е·ҘдҪңз”өеҺӢ10VпҪһ14V
зӣёеҜ№иҝҗеҠЁйҖҹеәҰ100mm/sпҪһ160mm/sз”өжәҗжһҒжҖ§жӯЈжҺҘ
6гҖҒдҪҺеә”еҠӣй•Қзҡ„жҖ§иғҪгҖҒз”ЁйҖ”дёҺе·Ҙиүә规иҢғ
иҝҷжҳҜдёҖз§Қдё“дёәжІүз§ҜеҺҡй•ҖеұӮж—¶жҸҗдҫӣеӨ№еҝғеұӮиҖҢз ”еҲ¶зҡ„жә¶ж¶ІгҖӮжә¶ж¶ІpH=3.5пјҢе‘Ҳз»ҝиүІпјҢй•ҚзҰ»еӯҗеҗ«йҮҸдёә75g/LпјҢеҜҶеәҰ1.20g/cm3пјҢзЎ¬еәҰHB350гҖӮ
дҪҝз”Ёж—¶е…Ҳе°Ҷй•Җж¶Ійў„зғӯеҲ°50в„ғпјҢеҸҜд»Ҙеҫ—еҲ°з»„з»Үз»ҶеҜҶгҖҒе…·жңүеҺӢеә”еҠӣжҲ–иҫғе°ҸжӢүеә”еҠӣзҡ„й•ҖиҰҶеұӮгҖӮдё»иҰҒз”ЁдәҺеӨҚеҗҲй•ҖеұӮдёӯзҡ„еӨ№еҝғеұӮпјҢд№ҹеҸҜдҪңдёәдҝқжҠӨй•ҖеұӮгҖӮе·Ҙиүә规иҢғеҰӮдёӢпјҡ
е·ҘдҪңз”өеҺӢ8VпҪһ14V
зӣёеҜ№иҝҗеҠЁйҖҹеәҰ100mm/sпҪһ160mm/sз”өжәҗжһҒжҖ§жӯЈжҺҘ
й“ңжҳҜзҺ«з‘°зәўиүІзҡ„йҮ‘еұһпјҢеҺҹеӯҗйҮҸ63.54пјҢеҜҶеәҰ8.92g/cm3пјҢзҶ”зӮ№дёә1083в„ғгҖӮй“ңжә¶ж¶ІжңүжІүз§ҜйҖҹеәҰеҝ«пјҢй•ҖеұӮзЎ¬еәҰйҖӮдёӯзҡ„зү№зӮ№пјҢжүҖд»Ҙиў«е№ҝжіӣз”ЁдҪңеҝ«йҖҹжҒўеӨҚе°әеҜёеұӮжҲ–й•ҖеҺҡеұӮгҖӮд№ҹеҸҜз”ЁжқҘж”№е–„еҜјз”өжҖ§гҖҒй’Һз„ҠжҖ§жҲ–еңЁй’ўд»¶дёҠй•ҖйҳІжё—зўігҖҒйҳІжё—ж°®еұӮгҖӮ
1гҖҒзўұжҖ§й“ңзҡ„жҖ§иғҪгҖҒз”ЁйҖ”дёҺе·Ҙиүә规иҢғ
зўұй“ңжә¶ж¶Іе‘Ҳи“қзҙ«иүІпјҢpH=9.2пҪһ9.8пјҢйҮ‘еұһй“ңеҗ«йҮҸдёә62g/LпјҢеҜҶеәҰ1.14g/cm3пјҢй•ҖеұӮзЎ¬еәҰHB250гҖӮй•Җж¶ІжІүз§ҜйҖҹеәҰеҝ«пјҢи…җиҡҖжҖ§е°ҸпјҢ***еёёз”ЁдҪңеҝ«йҖҹжҒўеӨҚе°әеҜёеұӮе’ҢеЎ«иЎҘжІҹж§Ҫпјӣзү№еҲ«йҖӮз”ЁдәҺй“қгҖҒй“ёй“ҒжҲ–й”Ңзӯүйҡҫй•Җжқҗж–ҷдёҠй•ҖиҰҶпјӣеңЁй’ўд»¶дёҠй•ҖиҰҶж—¶пјҢ***еҘҪе…Ҳз”Ёзү№ж®Ҡй•Қжү“еә•пјҢд»ҘдҫҝиҺ·еҫ—жӣҙй«ҳзҡ„з»“еҗҲеҠӣгҖӮй•ҖеұӮз»„з»Үз»ҶеҜҶпјҢеҺҡеәҰеңЁ0.01mmж—¶пјҢе°ұжңүиүҜеҘҪзҡ„йҳІжё—зўігҖҒйҳІжё—ж°®иғҪеҠӣгҖӮе…¶е·Ҙиүә规иҢғеҰӮдёӢпјҡ
е·ҘдҪңз”өеҺӢ10VпҪһ14V
зӣёеҜ№иҝҗеҠЁйҖҹеәҰ100mm/sпҪһ200mm/sз”өжәҗжһҒжҖ§жӯЈжҺҘ
2гҖҒй«ҳйҖҹй…ёжҖ§й“ңзҡ„жҖ§иғҪгҖҒз”ЁйҖ”дёҺе·Ҙиүә规иҢғжә¶ж¶Іе‘Ҳж·ұи“қиүІпјҢpH=1.5пјҢйҮ‘еұһй“ңеҗ«йҮҸдёә116g/LпјҢеҜҶеәҰ1.28g/cm3пјҢй•ҖеұӮзЎ¬еәҰHB300гҖӮиҜҘй•Җж¶Іжңүиҫғй«ҳзҡ„жІүз§ҜйҖҹеәҰпјҢдё»иҰҒз”ЁдәҺеӨ§еҺҡеәҰеҝ«йҖҹжҒўеӨҚе°әеҜёпјҢеЎ«иЎҘеҮ№ж§ҪгҖӮй•Җж¶Іи…җиҡҖжҖ§еӨ§пјҢй•ҖеүҚеә”е°ҶйӮ»иҝ‘зҡ„йқһй•ҖиҰҶиЎЁйқўдҝқжҠӨеҘҪгҖӮй•ҖеұӮе№іж»‘иҮҙеҜҶпјҢжҜ”й…ёжҖ§й“ңй•ҖеұӮзЎ¬пјҢе®№жҳ“жңәжў°еҠ е·ҘгҖӮй«ҳйҖҹй“ңеңЁеӨ§з”өжөҒеҜҶеәҰдёӢй•ҖиҰҶж—¶жҷ¶зІ’жҳ“еҸҳзІ—пјҢеә”дҝқиҜҒй•Җж¶Ізҡ„иҝһз»ӯдҫӣз»ҷгҖӮиҜҘжә¶ж¶ІдёҚиғҪзӣҙжҺҘеңЁй’ўпјҲжҹҗдәӣдёҚй”Ҳй’ўйҷӨеӨ–пјүеҸҠе°‘ж•°иҙөйҮ‘еұһдёҠй•ҖиҰҶпјҢй•ҖеүҚиҰҒз”Ёй•Қжү“еә•еұӮгҖӮеңЁй“ңеҹәдҪ“дёҠй•ҖиҰҶй«ҳйҖҹй…ёй“ңж—¶пјҢеә”еңЁйҖҡз”өеүҚе…Ҳз”ЁиҜҘжә¶ж¶Іж№ҝж¶Ұиў«й•ҖиЎЁйқўгҖӮе…¶е·Ҙиүә规иҢғеҰӮдёӢпјҡ
е·ҘдҪңз”өеҺӢ8VпҪһ14V
зӣёеҜ№иҝҗеҠЁйҖҹеәҰ160mm/sпҪһ250mm/sз”өжәҗжһҒжҖ§жӯЈжҺҘ
3гҖҒй«ҳе Ҷз§Ҝзўұй“ңзҡ„жҖ§иғҪгҖҒз”ЁйҖ”дёҺе·Ҙиүә规иҢғ
й•Җж¶Іе‘Ҳзҙ«иүІпјҢpH=8.5пҪһ9.5пјҢйҮ‘еұһй“ңеҗ«йҮҸдёә82g/LпјҢеҜҶеәҰ1.28g/cm3пјҢй•ҖеұӮзЎ¬еәҰHB250гҖӮй•Җж¶Іжңүиҫғй«ҳзҡ„жІүз§ҜйҖҹеәҰпјҢиғҪиҺ·еҫ—еҺҡй•ҖеұӮпјҢй•ҖеұӮеә”еҠӣе°ҸгҖӮиҜҘй•Җж¶Іж— и…җиҡҖжҖ§пјҢз”ЁйҖ”еҫҲе№ҝжіӣпјҢдё»иҰҒз”ЁдәҺй•ҖиҰҶе°әеҜёеұӮгҖӮзү№еҲ«жҺЁиҚҗеңЁй•үжҲ–й”Ўйӣ¶д»¶дёҠеЎ«иЎҘеҮ№еқ‘пјҢд№ҹеҸҜз”ЁдәҺеҚ°еҲ·з”өи·Ҝжқҝзҡ„дҝ®зҗҶгҖӮе…¶е·Ҙиүә规иҢғеҰӮдёӢпјҡ
е·ҘдҪңз”өеҺӢ8VпҪһ14V
зӣёеҜ№иҝҗеҠЁйҖҹеәҰ130mm/sпҪһ200mm/sз”өжәҗжһҒжҖ§жӯЈжҺҘ
еҗҲйҮ‘й•ҖеұӮжҳҜжҢҮеҗ«дёӨз§ҚжҲ–дёӨз§Қд»ҘдёҠйҮ‘еұһзҡ„й•ҖеұӮгҖӮеҗҲйҮ‘еҲҶжңәжў°ж··еҗҲгҖҒеӣәжә¶дҪ“е’ҢйҮ‘еұһеҢ–еҗҲзү©дёүз§Қз»“жһ„еҪўејҸгҖӮеҗҲйҮ‘й•ҖеұӮе…·жңүеҚ•дёҖйҮ‘еұһй•ҖеұӮжүҖдёҚиғҪиҫҫеҲ°зҡ„жҖ§иғҪпјҢе®ғжҜ”еҚ•дёҖйҮ‘еұһй•ҖеұӮжӣҙиғҪж»Ўи¶іеҜ№йҮ‘еұһеҲ¶е“ҒиЎЁйқўжҸҗеҮәзҡ„жӣҙй«ҳиҰҒжұӮгҖӮеҗҲйҮ‘й•ҖеұӮйғҪе…·жңүдёҖдәӣдјҳејӮзҡ„зҗҶеҢ–жҖ§иғҪе’ҢеҠӣеӯҰжҖ§иғҪпјҢеҰӮжҠ—и…җиҡҖгҖҒиҖҗй«ҳжё©пјҢиҫғй«ҳзҡ„зЎ¬еәҰе’ҢиҖҗзЈЁжҖ§пјҢдјҳзҫҺзҡ„еӨ–и§Ӯе’ҢиҫғеҘҪзҡ„й’Һз„ҠжҖ§зӯүпјҢеӣ жӯӨпјҢе®ғ们被е№ҝжіӣең°з”ЁдҪңйҳІжҠӨгҖҒиЈ…йҘ°гҖҒиҖҗзЈЁе’Ңе…¶д»–еҠҹиғҪжҖ§й•ҖеұӮгҖӮдҫӢеҰӮпјҡй•ҚпјҚй’ЁгҖҒй•ҚпјҚй’ҙеҗҲйҮ‘й•ҖеұӮпјҢдёҚдҪҶзЎ¬еәҰй«ҳгҖҒиҖҗзЈЁжҚҹпјҢиҖҢдё”иҖҗй«ҳжё©пјҢеҸҜдҪңиҪҙжүҝгҖҒжҙ»еЎһгҖҒж°”зјёгҖҒжЁЎе…·зӯүйӣ¶д»¶зҡ„йҳІжҠӨе·ҘдҪңеұӮгҖӮ
иҜҘжә¶ж¶Іе‘Ҳз»ҝиүІпјҢpH=2пҪһ3пјҢжә¶ж¶Ідёӯеҗ«й•Қ85g/LпјҢеҗ«й’Ё15%пјҢй•ҖиҰҶеұӮзЎ¬еәҰHB750гҖӮжә¶ж¶ІжҖ§иғҪеҫҲзЁіе®ҡгҖӮй•ҖеұӮзЎ¬еәҰй«ҳпјҢжҠ—зЈЁжҚҹпјҢдё»иҰҒз”ЁдҪңиҖҗ磨件й•ҖиҰҶе·ҘдҪңеұӮпјҢй•ҖиҰҶеұӮеҺҡ***еңЁ0.03mmпҪһ0.07mmиҢғеӣҙеҶ…дёә***еҘҪгҖӮеӣ жӯӨпјҢеҸҜдҪңдёәе…¶д»–й•ҖеұӮзҡ„иҰҶзӣ–еұӮпјҢеҜ№иҫғеҺҡзҡ„й•ҖеұӮеҸҜе…Ҳй•ҖдёҖеұӮй…ёжҖ§й•ҚжҲ–дҪҺеә”еҠӣй•ҚгҖӮд№ҹеҸҜд»ҘдёҺзү№ж®Ҡй•ҚдәӨжӣҝй•ҖиҰҶеҸ й•ҖеұӮпјҢж“ҚдҪңж—¶пјҢжҜҸеұӮй•ҚпјҚй’ЁеҗҲйҮ‘йғҪиҰҒз”ЁжІ№зҹіжҲ–з Ӯзәёжү“зЈЁе…үж»‘пјҢз»Ҹз”өеҮҖдёҺ1еҸ·жҙ»еҢ–ж¶ІеӨ„зҗҶеҗҺпјҢеҶҚй•Җзү№ж®Ҡй•ҚгҖӮе·Ҙиүә规иҢғеҰӮдёӢпјҡ
е·ҘдҪңз”өеҺӢ10VпҪһ15V
зӣёеҜ№иҝҗеҠЁйҖҹеәҰ60mm/sпҪһ160mm/sз”өжәҗжһҒжҖ§жӯЈжҺҘ
иҜҘжә¶ж¶Іе‘Ҳж·ұз»ҝиүІпјҢpH=1.4пҪһ2.4пјҢеҗ«й•Қ80g/LпјҢй•ҖиҰҶеұӮзЎ¬еәҰHRC55гҖӮиҜҘжә¶ж¶ІжңүжҜ”й•ҚпјҚй’ЁеҗҲйҮ‘жӣҙдјҳиүҜзҡ„жҖ§иғҪпјҢзЎ¬еәҰе’ҢиҖҗзЈЁжҖ§жӣҙй«ҳпјӣеҸҜиҺ·еҫ—иҫғеҺҡзҡ„й•ҖиҰҶеұӮпјҢж®ӢдҪҷеә”еҠӣе°ҸгҖӮеңЁй«ҳејәеәҰй’ўдёҠй•ҖиҰҶж°ўи„ҶжҖ§еҫҲе°ҸпјҢеңЁжҹҗдәӣйҡҫй•ҖйҮ‘еұһдёҠй•ҖиҰҶйғҪиғҪеҫ—еҲ°иҫғеҘҪзҡ„з»“еҗҲеҠӣгҖӮдё»иҰҒз”ЁдәҺеҗ„з§Қйӣ¶д»¶дёҠй•ҖиҰҶе·ҘдҪңеұӮгҖӮе·Ҙиүә规иҢғдёҺй•ҚпјҚй’ЁеҗҲйҮ‘зӣёеҗҢгҖӮ
жө…з»ҝиүІпјҢpH=3.2пјҢеёёжё©дёӢжңүй…ёжҖ§ж°”е‘ігҖӮй•ҖеұӮжІүз§ҜйҖҹеәҰеҝ«пјҢйҹ§жҖ§еҸҠиҖҗзғӯжҖ§еҘҪпјҢй•ҖеҺҡиғҪеҠӣејәпјҢй•ҖеұӮзЎ¬еәҰзәҰдёәHRC50пҪһ55пјҢе·Ҙиүә规иҢғеҰӮдёӢпјҡ
е·ҘдҪңз”өеҺӢ3VпҪһ8V
зӣёеҜ№иҝҗеҠЁйҖҹеәҰ160mm/sпҪһ230mm/sз”өжәҗжһҒжҖ§жӯЈжҺҘ

24е°Ҹж—¶е’ЁиҜўзғӯзәҝпјҡ
13776807176(еҗҙз»ҸзҗҶ)
15161173905(еҗҙз»ҸзҗҶ)
Copyright В© еёёе·һеёӮеһЈеҸ‘жңә械科жҠҖжңүйҷҗе…¬еҸё All rights reserved
еӨҮжЎҲеҸ·пјҡиӢҸICPеӨҮ2022045242еҸ·-1
гҖҗе…ҚиҙЈеЈ°жҳҺгҖ‘
еёёе·һеёӮеһЈеҸ‘жңә械科жҠҖжңүйҷҗе…¬еҸё
дё“жіЁйҮ‘еұһиЎЁйқўзғӯе–·ж¶ӮжҠҖжңҜпјҒ

жү«з Ғж·»еҠ еҫ®дҝЎ

